
Технология производства деталей для крепежа: от металлической заготовки до готового изделия
Крепежные детали - это основа современной промышленности, строительства и машиностроения. Болты, гайки, шпильки, винты и шайбы используются повсеместно: от сборки мебели до строительства мостов и авиационных двигателей. Но как изготавливают эти, казалось бы, простые элементы? Процесс производства крепежа - это сложная цепочка технологических операций, требующая точного оборудования, контроля качества и глубоких знаний в материаловедении.
Выбор сырья: от стали до титана

Качество крепежа начинается с выбора материала. Большинство деталей производят из углеродистых и легированных сталей благодаря их прочности и доступности. Для стандартных болтов и гаек используют стали марок Ст3, 35 или 40, а в ответственных конструкциях - более прочные сплавы, такие как 40Х или 30ХГСА.
В агрессивных средах, например, в химической промышленности или морской воде, применяют нержавеющие стали (A2, A4) или даже титановые сплавы. Последние особенно востребованы в авиации и медицине благодаря легкости и биосовместимости.
Перед запуском в производство металл проходит входной контроль: проверяется химический состав, механические свойства и отсутствие дефектов. Только после этого заготовки отправляются на дальнейшую обработку.
Холодная и горячая штамповка: формирование детали

Основной метод производства крепежа - штамповка. В зависимости от размера и сложности детали применяют холодную или горячую технологию.
Холодная штамповка используется для небольших и средних крепежных элементов (болтов, винтов, шайб). Проволоку или пруток подают в автоматы холодной высадки, где под высоким давлением формируется головка болта или шлицы винта. Этот метод обеспечивает высокую точность и минимизирует отходы.
Для крупных деталей (анкерных болтов, шпилек) применяют горячую штамповку. Заготовку нагревают до 1000-1200 °C, после чего прессуют на гидравлических или кривошипных прессах. Такой способ требует последующей механической обработки, но позволяет создавать массивные и прочные элементы.
Механическая обработка: резьба и финишная доводка
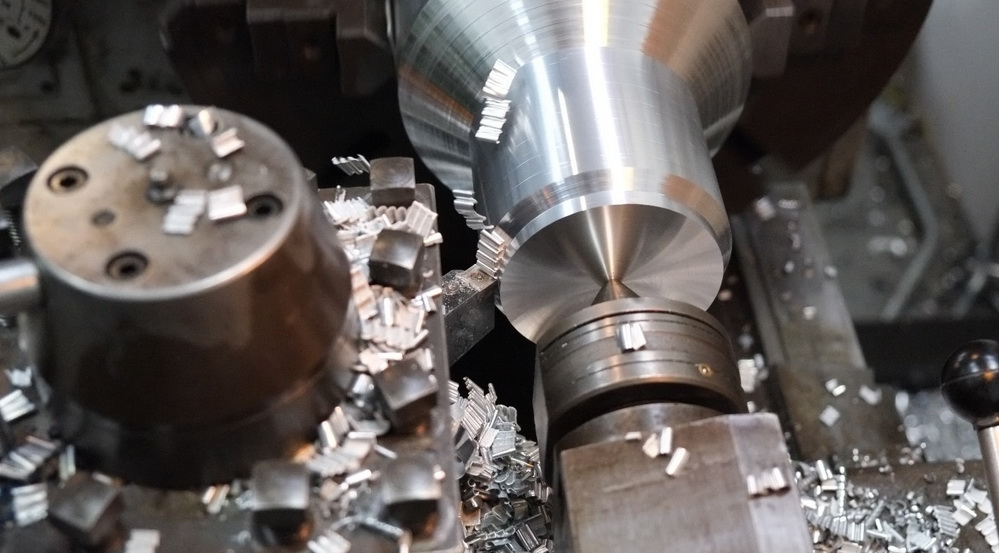
После штамповки заготовки поступают на нарезку резьбы. Это один из самых ответственных этапов, поскольку от точности резьбы зависит надежность соединения.
Резьбу накатывают с помощью плашек или роликов - метод, который не срезает металл, а уплотняет его, повышая прочность. Для метрической резьбы используют станки-автоматы, а для нестандартных профилей (трапецеидальной, упорной) - токарные и фрезерные станки с ЧПУ.
Некоторые детали требуют дополнительной термообработки - закалки и отпуска. Это повышает их прочность и износостойкость. Например, высокопрочные болты класса 8.8 и выше всегда проходят термоупрочнение.
Защитные покрытия: от цинка до полимеров

Чтобы крепеж не ржавел, его покрывают защитными составами. Самый распространенный вариант - цинкование. Оно бывает:
- Гальваническим (электролитическим) - дает гладкий, блестящий слой, но менее устойчив к коррозии;
- Горячим - когда деталь окунают в расплавленный цинк, получая более толстое и долговечное покрытие.
- Для экстремальных условий применяют кадмирование, фосфатирование или даже полимерные покрытия. Например, крепеж для морских платформ часто покрывают слоем цинка с добавлением алюминия (система ZnAl), а декоративные винты - порошковой краской.
Контроль качества: испытания на прочность

Готовый крепеж проходит строгий контроль. Основные проверки включают:
- Измерение геометрии (шаг резьбы, диаметр, длина);
- Механические испытания (растяжение, твердость);
- Коррозионную стойкость (солевые туманы, влажные камеры).
Особое внимание уделяется высокопрочному крепежу для мостов, кранов и нефтяных вышек. Такие детали тестируют на усталостную прочность и ударную вязкость.
Изготовление деталей на заказ: когда стандартных решений недостаточно
Не все крепежные элементы можно найти в каталогах, а значит лучшим решением становится изготовление деталей на заказ. В авиации, энергетике и специальном машиностроении часто требуются детали с уникальными параметрами: нестандартной резьбой, особыми сплавами или экзотическими покрытиями.
Современные производства с ЧПУ и 3D-печатью металлом позволяют создавать крепеж любой сложности - от миниатюрных титановых винтов для медицинских имплантов до гигантских шпилек для ветрогенераторов. Такой подход требует более тщательных расчетов и испытаний, но открывает новые возможности для инженеров.
Крепеж как искусство точности
Производство крепежных деталей - это не просто штамповка и нарезка резьбы. Это высокотехнологичный процесс, где важны и качество сырья, и точность оборудования, и строгий контроль на каждом этапе. От этого зависит, выдержит ли болт нагрузку в небоскребе или останется ли винт герметичным в космическом аппарате.
С развитием новых материалов и цифровых технологий крепеж становится умнее: появляются датчики натяжения в «умных» болтах, самораскрывающиеся анкера для спасательных операций и даже биоразлагаемые крепежные элементы для временных конструкций. И хотя эти инновации пока не массовые, они показывают: даже в такой традиционной отрасли, как производство крепежа, есть место революции.